1. Industry characteristics
①VOCs have complex components, but the main components are mainly benzene series.
② There are many VOCs emission links, and organized collection is difficult.
③VOCs are of low-medium concentration and large air volume.
④ In addition to VOCs, pollutants include dust.
⑤ The paint manufacturer pays attention to the treatment of VOCs, and pays little attention to the capture and collection of VOCs, and the efficiency of VOCs collection in the workshop is not high.
2. Solution
①Design a reasonable capture method according to the situation of the pollution source station to ensure the collection effect.
②The collection piping system needs to be accurately designed to ensure that the air volume and air pressure of each branch pipe are effectively balanced.
③Dust removal treatment is required for dust-containing pollution sources.
④ Choose different treatment processes according to the concentration of VOCs. Concentration + RTO treatment method should be adopted for low concentration, and RTO treatment method for medium and high concentration.
⑤For the different concentrations of waste gas in the same factory, consider treating them separately and then entering a set of RTO system.
Project cases
⑥According to actual working habits, carry out accurate air volume calculation, and reduce the processing air volume as much as possible.
⑦ Deep integration of work habits, collection pipelines, and processing systems. The system can be adjusted automatically.
⑧ Set up anti-static, explosion-proof, LEL, emergency discharge and other safety measures.
⑨For the RTO system with large air volume, heat recovery and utilization measures should be adopted.
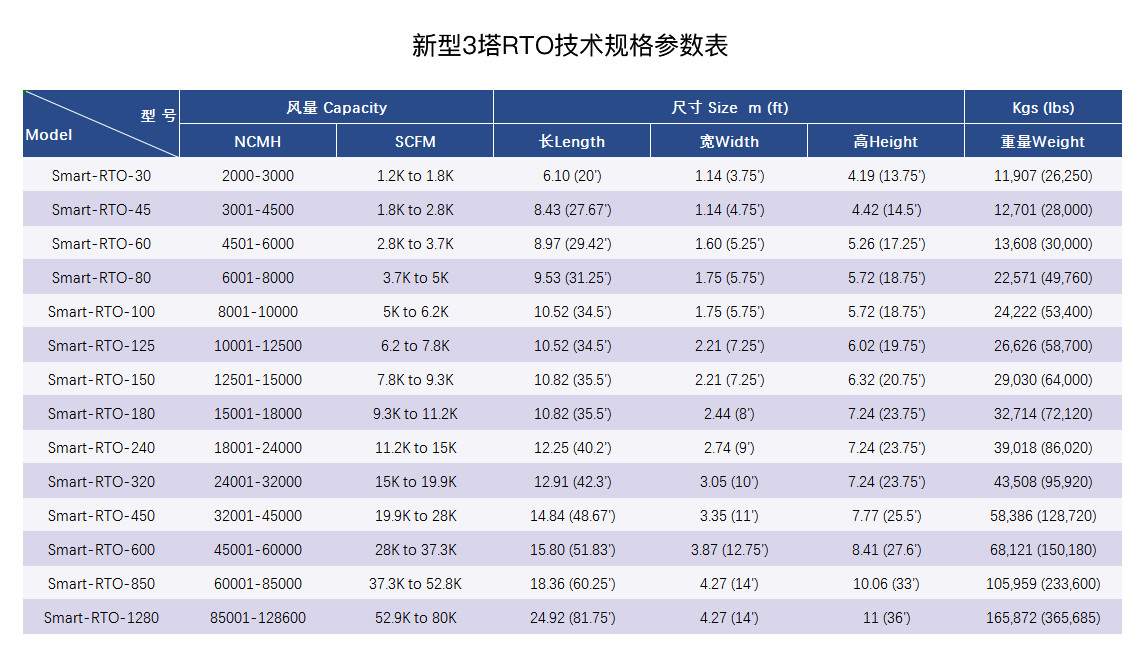
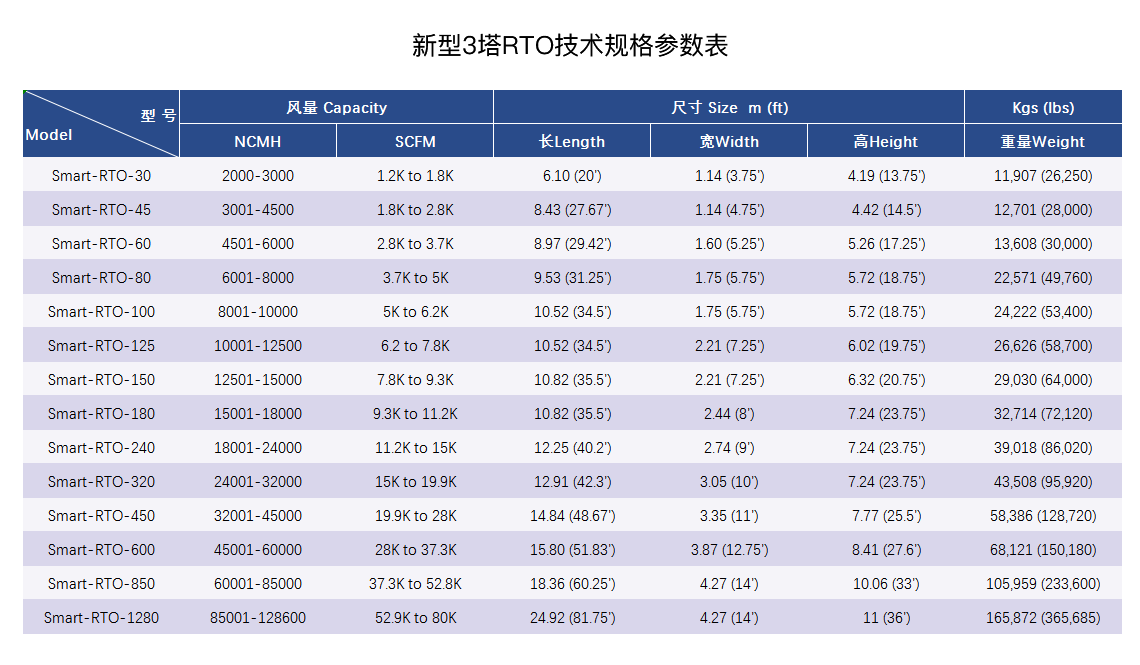
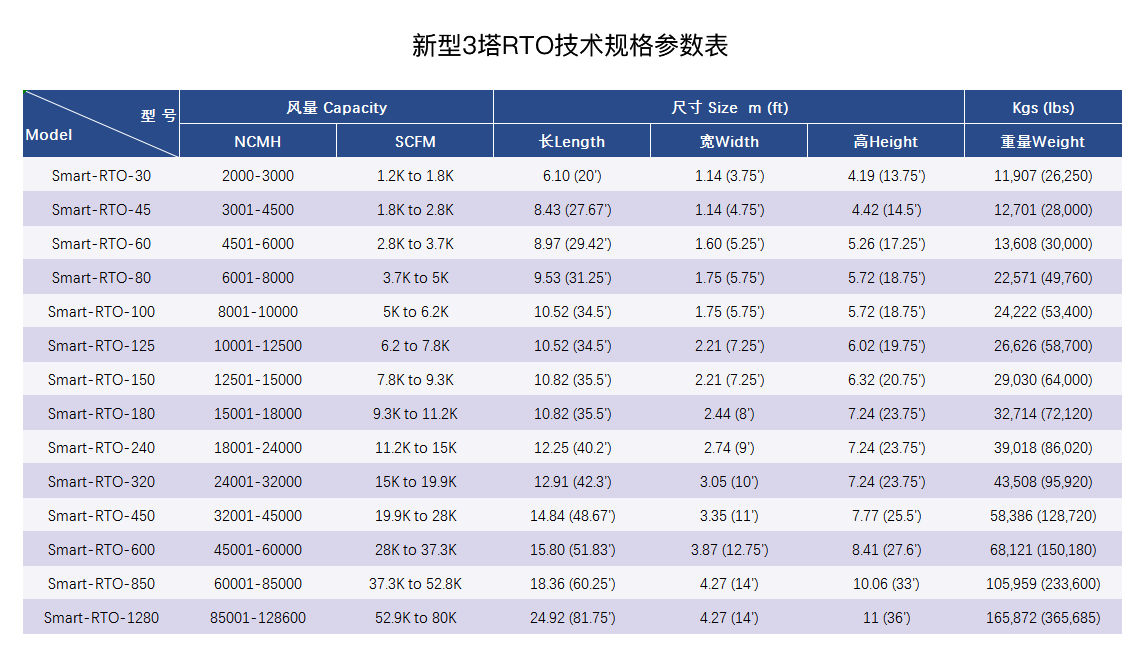
3. Features of the new three-tower RTO
Incorporating advanced core valve technology in the United States, Ausiyi successfully developed a new three-tower RTO with a processing efficiency of 99.5%.
①Economy: Adopting advanced technology of the US headquarters, the US and China are listed simultaneously, both of which are foreign brands, and the investment and operating expenses are the same as the RTO of the two towers.
②Modular design: AuSSE uses many years of 3D design experience to modularize the equipment, which can be quickly installed and debugged, and uses the advantages of 3D visualization for humanized design.
③The processing efficiency adopts the unique valve structure that AuSSE has always been proud of. There are only two actuators. The structure is simple and easy to maintain. The valve switching speed is less than 1S. The valve is equipped with an active sealing device to automatically compensate for the loss of the sealing material due to fatigue. The leakage phenomenon, combined with the comprehensive effect of the third tower, ensures that the treatment efficiency can reach more than 99.5%, and the efficiency is balanced. Compared with the traditional three-tower RTO discharge speed, the fluctuation is very small!
④Finite element analysis: to verify the rationality, safety and economy of the design by means of finite element analysis. Equipment safety: AuSSE has unparalleled 40 years of RTO design and operation experience: It uses methods such as setting up emergency exhaust valves and supplementing fresh air to ensure the safe and efficient operation of the system. At the same time, the inside of the system is always connected to the atmosphere. Greatly improve system security.
⑤ Burner module: As the heart of RTO equipment, the burner is an important basis for reflecting the stability of RTO equipment to a certain extent. Using low-nitrogen, high-efficiency burners, on the one hand, better combustion parameters can be obtained by adjusting the combustion air and combustion head, and on the other hand, energy consumption and secondary pollution can be effectively reduced.
⑥Intelligent control: Based on big data, with VPN function, it can carry out remote warning, accumulate operating parameters, and operate intelligently.
Application: plastic production
Volume: 12750 CMH
Pollutants: Vocs (volatile organic pollutants)
Process: RTO system